- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Које се кварове често дешавају у производном процесу машине за пухање АБА филма?
2025-04-21
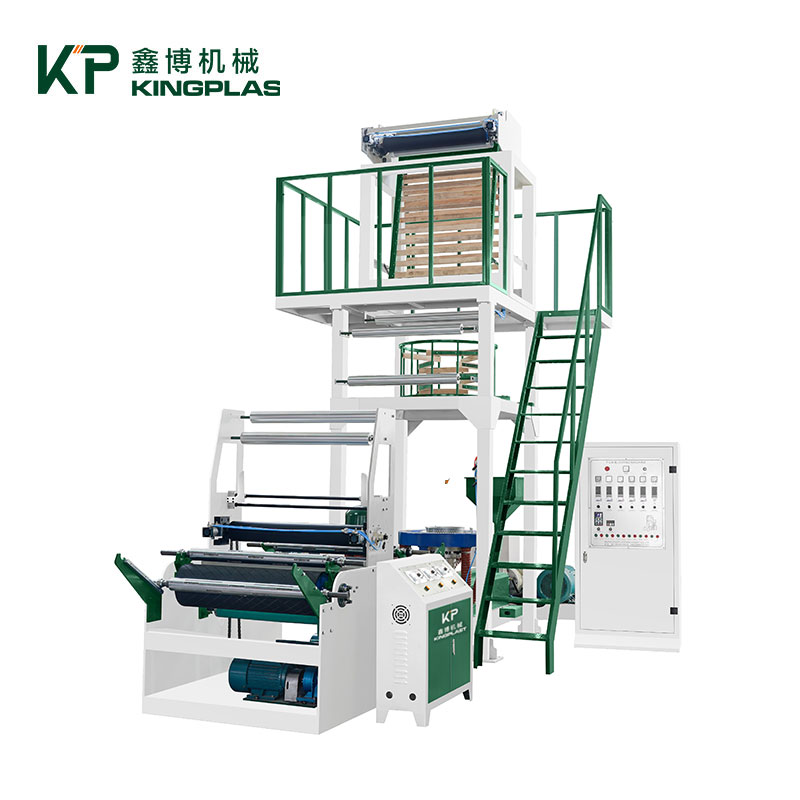
АБА филмска машина за пухањеје основна опрема у процесу производње пластичних филмова. Његова стабилност и ефикасност производње директно ће утицати на квалитет и излаз филма. То је аутоматизована опрема која се широко користи у храни, медицини, козметици и другим индустријама. Машина за пухање АБА филм игра виталну улогу у многим индустријама као што су паковање, пољопривреда и грађевинарство. Међутим, у процесу производње, машина за пухање филма АБА неминовно ће наићи на различите грешке. Како правовремено и ефикасно елиминисати ове грешке један је од кључева за побољшање ефикасности производње и обезбеђивање квалитета производа. Овај чланак ће спровести дубинску анализу проблема који се често сусрећу са машином за пухање АБА филмом у процесу производње и истражите како дијагностицирати и решити ове проблеме.
Које су заједничке грешке система екструзије АБА филмамашина за пухањеи како их дијагностицирати и решити?
Основна компонента машине за пухање филма АБА је систем екструзије, чија је главна одговорност да топлоте, растопи и испруже пластичне сировине. Због свог оштрог радног окружења, екструдер је дужан да има велику поузданост и сигурност. Међутим, у стварном производном процесу, систем екструзије често наилази на различите грешке.
Чести проблеми укључују: блокаду вијка, ненормална температура бачве и преоптерећење мотора. Блокада вијка углавном се појављује у екструдеру, док се у хладњаку и екструдеру појављује абнормална температура бачве. Блокада вијка често је узрокована страним материјама помешаним у сировине или њихов квалитет није стандардно. У то време потребно је проверити квалитет сировина и осигурати чистоћу вијка. Ненормална температура бачве може проузроковати материјалну агломерацију и лепљење. У овом тренутку, потребно је открити температуру бачве и уклонити блокаду. Ненормална температура бачве може бити узрокована оштећењем компоненте за грејање или неуспех система контроле температуре. У овом случају, потребно је измерити температуру барела и заменити оштећену компоненту за грејање или поправити систем контроле температуре. Мотор преоптерећење може бити узроковано прекомерно оптерећењем на мотору или неуспеху самог мотора. У овом случају, потребно је провјерити струју мотора и подесити или заменити мотор у складу с тим.
Да бисмо дијагностицирали ове грешке, можемо размотрити следеће методе: прво проверити квалитет сировина како би се осигурало да у сировинама нема страних предмета и квалитет је стабилан; Затим користите термометар да измерите температуру у барелу како бисте осигурали да се одржава у нормалном температурном опсегу; Коначно, користимо Амметер да откријемо струју мотора како би се осигурало да није преоптерећен.
Када је дијагностицирана грешка, требало би да применимо одговарајуће стратегије реакције: за проблем блокаде вијака потребно је очистити вијак и проверити квалитет сировина; Када је температура барела ненормална, потребно је заменити компоненту за грејање или поправити систем контроле температуре; У лицу проблема преоптерећења мотора потребно је подесити оптерећење мотора или заменити мотор.
Које су мале склоне да се дешавају у дијелу у главном делу у производњи машине за пухање филма АБА и који утицај има на квалитету филма?
Глава Дие није само утичник система екструзије, већ и кључна веза у процесу производње филма. У производњи филма, када се оштећења производа узрокују неразумним дизајном дие главе или неправилном употребом, целокупна производна линија се често искључује или претрпи велике губитке, или чак и целокупна производна линија. Проблеми са Дие главе ће директно утицати на квалитет филма.
Уобичајени проблеми са дие укључују: блокаду Дие, неприкладан дизајн канала протока и неравномерну температуру умрења. Међу њима је безначајна блокада највероватније место за неуспех. Ако је умрт блокиран, може проузроковати тачке прекида или неравномерне дебљине филма. У овом тренутку, потребно је проверити чистоћу умирања и очистити га. Фрагилност проточног канала Дие је главни узрок блокаде Дие, па је потребно открити интегритет и заптивање проточног канала. Ако канал протока није правилно дизајниран, може проузроковати неравномерну дебљину или мрље филма. У овом тренутку, потребно је проверити проток каналног канала и оптимизовати структуру канала протока. Неравномерна температура умрли ће се смањити филм и претворити. У то време мора се открити дистрибуција температуре дие. Ако је дистрибуција матрице температуре неравна, може проузроковати да се транспарентност филма смањи или боре. Стога је потребно измерити дистрибуцију температуре матрице и прилагодити његову температуру у складу са тим.
Да бисмо дијагностицирали ове грешке, можемо размотрити следеће начине: Прво, осигуравају чистоћу умирања да спречи умрежење од зачепљења; Затим користимо алат за верификацију протока канала за проверу подобности дизајна проточног канала; Коначно, користимо термометар за мерење дистрибуције температуре умирања како би се осигурала униформност дистрибуције температуре.
Када се дијагностикује грешка, требало би да применимо одговарајуће стратегије реакције: за блокаду умирања, потребно је очистити умри; За дизајн неразумног протока, потребно је оптимизирати структуру проточног канала; За неравну температуру умре, потребно је подесити температуру матрице.
Ако сте заинтересовани за наше производе или имате било каквих питања, слободно се пријавитее-маилСАД.